3D-печать — технология, которую все чаще можно встретить в процессах промышленного производства. Но по мере того, как подобное производство набирает популярность, все еще необходимо доказать, что эти изделия, по крайней мере так же эффективны и долговечны, как и их механически обработанные аналоги. Хотя каждый год компании производители совершенствуют нити, порошки и смолы для 3D-печати, чтобы полученные детали обладали низким коэффициентом трения и износостойкостью при промышленном применении.
3D-печать известна под разными терминами: аддитивное производство, быстрое прототипирование, быстрое производство или генеративное. Деталь из 3D-принтера обычно изготавливается так — слой за слоем наносится материал, пока она не будет готова. Однако производственный процесс отличается для каждого метода 3D-печати. Слои можно наносить и комбинировать путем плавления, полимеризации с помощью УФ-излучения или соединения материала с помощью связующих веществ.
3D-печать часто используется для изготовления прототипов, небольших серий, специальных деталей или запчастей. Существуют 3D-принтеры, которые используются для обработки различных материалов, таких как керамика, бетон, продукты питания и так далее. Выбор материала и принтера зависит от того, для чего будет использоваться готовый компонент.
Методы 3D-печати
В зависимости от типа компонента и области применения, в аддитивном производстве используются разные методы 3D-печати. Рассмотрим самые популярные из них.

Технология FDM (Fused Deposition Modeling) — самый популярный метод 3D-печати, в котором используются легкоплавкие материалы, такие как пластмассы — термопласты.
Пластик нагревается до температуры, при которой достигает почти жидкого состояния, но не капает. Полужидкий материал выдавливается из нагретой головки, и последовательные слои накладываются друг на друга, образуя трехмерный элемент. Материал представляет собой нить (струну) диаметром 1,75 мм или 2,85 мм, которая намотана на шпулю.
Для FDM можно использовать разные пластики, в зависимости от области применения печатной детали. Эта технология часто используется в прототипировании, медицинской технике, автомобильной промышленности, аэрокосмической технике и производстве компонентов для сложных процедур испытаний.

Селективное лазерное спекание (SLS). При селективном лазерном спекании (SLS) принтер обычно имеет 3 камеры. Две из них содержат подвижные платформы, движущиеся в противоположных направлениях.
Материал хранится в первой камере и проталкивается роликом во вторую. Порошкообразный материал расплавляется или спекается в желаемом месте во второй камере с помощью лазера. После затвердевания этого слоя платформа первой камеры перемещается на один слой вверх, а платформа второй – вниз. Затем процесс начинается снова. Избыток материала выталкивается в третью камеру.
SLS используется для функциональных прототипов и готовых продуктов. Большим преимуществом селективного лазерного спекания является полная свобода дизайна и отсутствие отходов, необходимых для производства подложек в случае FDM-печати.
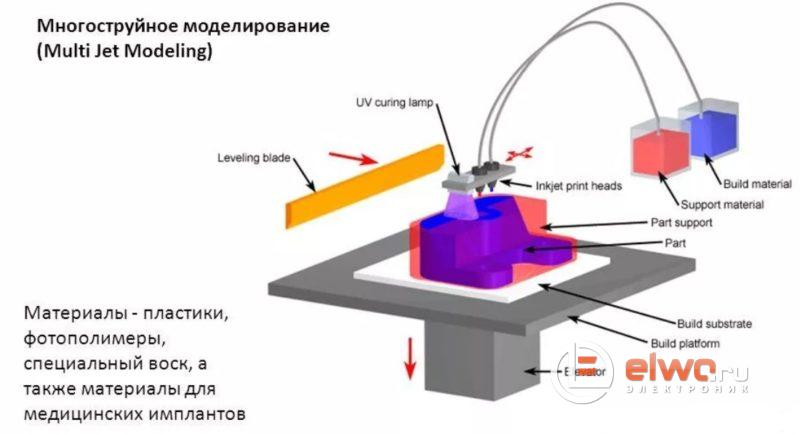
Мультиреактивное моделирование (MJM). В Multijet Modeling, также известном как Inkjet или Polyjet, фотополимер (синтетическая смола) наносится слой за слоем и отвердевается УФ-светом. Для этого используются две печатающие головки, которые работают аналогично струйному принтеру. Чтобы сделать выступающие части возможными, встраиваются дополнительные несущие элементы (удаляются после окончания процесса). Благодаря этой технологии 3D-печати можно создавать очень детализированные объекты с гладкой поверхностью.
Из-за разнообразия возможных деталей на элементе метод MJM используется в прототипировании и моделировании, медицинской технике и электротехнике, а также для создания тонкостенных элементов и точных форм и отливок.
Технология print2mold (P2M) представляет собой эффективное сочетание двух производственных процессов: 3D-печати и литья под давлением. Инструмент для литья под давлением печатается на 3D-принтере из пластика или металла. Преимуществом этого решения является гораздо более быстрое производство, а сложные формы и детали могут быть реализованы легче, чем при изготовлении инструмента фрезерованием. Конечный элемент изготавливается методом литья под давлением с помощью инструмента, изготовленного методом 3D-печати.

Стереолитография (SLA). В методе стереолитографии используется пластиковый материал, состоящий из фотополимеров – синтетическая или эпоксидная смола. Тонкий слой светоотверждаемой пластмассы постепенно затвердевает с помощью лазера. Заготовка производится в жидкой ванне, наполненной базовыми мономерами, в которой скребок наносит один слой поверх предыдущего. Лазер управляется подвижными зеркалами таким образом, что он перемещается по отверждаемым поверхностям после формирования слоя. После завершения этапа отверждения слоя строительную платформу опускают на заданную величину, и скребок укладывает на ее поверхность очередной слой фотополимера. Принтер шаг за шагом повторяет отдельные этапы, пока не будет напечатан весь объект.
Для компонентов изготовленных с помощью SLA требуются поддерживающие конструкции, потому что без них они плавали бы в ванне с жидким пластиком в процессе изготовления. Несущие конструкции выполнены в виде небольших столбиков, изготовленных из того же материала, что и печатный элемент, а после завершения процесса печати удаляются механическим способом.
Аддитивные производственные процессы все больше находят свое место в промышленности. Такие преимущества, как скорость и индивидуальность, в сочетании с оптимизацией качества печати и разнообразием материалов, которые можно использовать, обеспечивают быстрое увеличение размера рынка и популярности технологии 3D-печати во многих секторах.
Материалы для 3D-печати специального назначения
Полимер со свойствами ESD. Каждая машина содержит движущиеся части, которые вызывают трение во время работы. В отличие от металла детали из износостойких иглидур-пластиков не нуждаются в дополнительной смазке, но в то же время они не могут рассеять электростатические разряды, возникающие при трении.

Это особенно опасно в полупроводниковой и электротехнической промышленности, где электростатический разряд от компонентов может привести к необратимому повреждению продукта. Для постоянной защиты этих компонентов от непоправимого повреждения необходим контролируемый разряд. Следовательно, следует использовать материалы с удельным поверхностным сопротивлением, которые не являются ни изолирующими, ни проводящими, а только антистатическими или рассеивающими электростатические заряды. И это именно то, что представляет собой iglidur i8-ESD — материал SLS, который позволяет производить аддитивное производство прототипов, серийных деталей и запасных частей со свойствами ESD.

- Материал i6-BLUE чрезвычайно устойчив к истиранию, не требует смазки и безопасен для пищевых продуктов. Более того, его легко узнать по голубому оттенку. Этот новый материал для лазерного спекания для 3D-принтеров обеспечивает не только безопасность машин и систем в пищевой промышленности и производстве напитков, но и здоровье потребителей.
- Материал Iglidur i3000 — первая в мире смола для аддитивного производства особо мелких прецизионных изнашиваемых деталей со сроком службы в 50 раз больше, чем у обычных смол для 3D-печати. Разработан специально для процесса DLP и подходит для любого типа применения.
Компоненты, напечатанные iglidur i3000, самосмазывающиеся, не требуют технического обслуживания и могут выдерживать длительное использование при температурах до 80°C.
Таким образом, если ещё лет 10 назад метод изготовления деталей 3Д принтерами был скорее новомодной экзотикой, то теперь он на равных конкурирует с традиционной обработкой, а во многом и превосходит её.





